3D打印小批量生產廠家
全國統一服務熱線:
400 8258 328
對于結構工程師來說,金屬打印方便快捷,能夠快速的打印出產品原型,但同時也要注意一些問題,下面金屬3d打印廠家精速三維來給大家講解下,金屬3d打印注意事項:
1.表面光潔度
在金屬3D打印件放置陳列室或用于發動機燃燒室前,它已經經歷了大量類似CNC加工、噴丸或噴砂后處理工藝,因為3D打印出來的金屬件表面是凹凸不平的。

EBM工藝3D打印Ti-6Al-4V鈦合金支架機加工前后
受工藝本性的影響,直接能量沉積法生產的是接近最終形狀的零件,它必須進行CNC處理以滿足相應規格要求。粉末床熔融方式生產的零件更接近其最終形狀,但是其表面依然粗糙。為提高表面光潔度,可采用更細的粉末、更小的層厚。但這種方式會提高材料成本,故需要在表面光潔度和成本間取平衡。由于所有的粉末床熔融工藝生產的零件都需要進行后處理以達到相應規格,有時采用粒徑較粗的粉末可以降低成本。由于不管零件表面如何粗糙,零件都可以采用不同等級的后處理操作。這也意味著相對于金屬3D打印可能出現的其他問題,表面光潔度沒那么重要。
2.孔隙
零件3D打印過程中,內部非常小的孔穴會形成孔隙,這可由3D打印工藝本身或者粉末引起。這些微孔會降低零件的整體密度,導致裂紋和疲勞問題的出現。
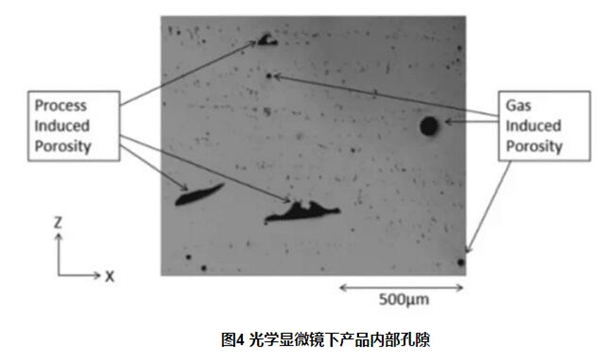
光學顯微鏡結果比較了工藝引起的熔融不完全孔隙和粉末原料帶來的孔隙,該結果來自一項名為“The Metallurgy and Processing Science of Metal Additive Manufacturing”的研究。在霧化制粉過程中,氣泡可能在粉末的內部形成,它將轉移到最終的零件中。由于這個原因,有必要從優秀供應商手中采購材料。
3.密度
零件的致密度與孔隙量成反比。零件氣孔越多,密度越低,在受力環境下越容易出現疲勞或者裂紋。對于關鍵性應用,零件的致密度需要達到99%以上。良好的粉末流動性對于確保鋪粉的平整度、密度非常必要。正與你所想的那樣,它會影響到產品的孔隙量和致密度。粉末堆積密度越大,零件孔隙量越低,致密度越高。在金屬3D打印中,殘余應力由冷熱變化、膨脹收縮過程引起。當殘余應力超過材料或者基板的拉伸強度,將有缺陷產生,如零件有裂紋或者基板翹曲。
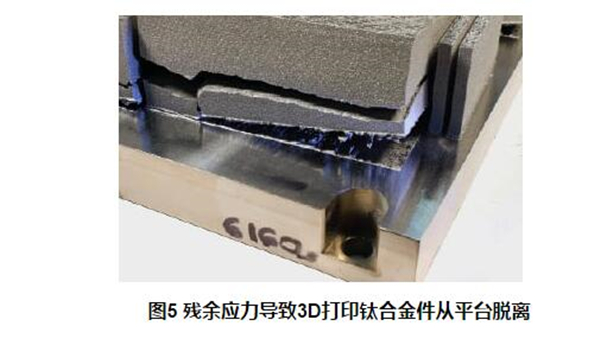
殘余應力在零件和基板的連接處最為集中,零件中心位置有較大壓應力,邊緣處有較大拉應力。可以通過添加支撐結構來降低殘余應力,因為它們比單獨的基板溫度更高。一旦零件從基板上取下來,殘余應力會被釋放,但這個過程中零件可能會變形。
4.裂紋
除了零件內部孔隙會產生裂紋外,熔融金屬凝固或某片區域進一步加熱也會出現裂紋。如果熱源功率太大,冷卻過程中可能會產生應力。

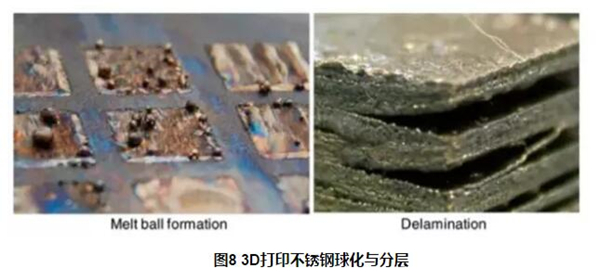
粉末床熔融工藝中應力導致斷裂
分層現象有可能會出現,導致層間發生斷裂。這可能是粉末熔化不充分或熔池下面若干層重熔引起的。有些裂紋可以通過后期處理來修復,但分層無法通過后處理解決。相應地,可采取加熱基板的方式來減少這個問題的出現。由于裂紋在零部件使用過程中出現,比如在疲勞載荷下。調整3D打印工藝參數可以很大程度上控制這些缺陷。需要注意的一點是,在制造零件過程中你沒必要消除所有孔隙或者缺陷。重要的是你知道什么孔隙或者缺陷可能會存在。如果你能很預判這些,工程師在設計時可以把這些因素考慮進去,仍然能制造出可靠、安全的零件。”
5.翹曲
為了確保打印任務能順利開始,打印的第一層熔融在基板上。當打印完成后,通過CNC加工使零件從基板上分離。然而,如果基板熱應力超過了其強度,基板會發生翹曲,最終會導致零件發生翹曲,會有致使刮刀撞到零件的風險。

在打印過程中你需要面對多個熱因素,即使你的產品非常厚,也會因此產生附加應力”。打印過程有多個快速變化狀態。有些時候會導致零件從支撐脫離。也有可能支撐足夠多,會對平臺產生拉力。它可能導致平臺變形,它不是在你打印時發生,但是會發生在從機器取出平臺或進行后續加工階段。因此,為了防止翹曲,需要在合適位置添加適量的支撐。如果不對每個要打印的零件進行反復嘗試,這些設置非常難以確定。現在也有些正在開發的軟件解決方案,比如3DSIM公司的打印預測軟件。
當對一個設備的工藝有足夠了解后,也可以用Materialise公司的Inspector軟件進行金屬3D打印質量控制。正如Inspector產品經理Vincent Wanhu Yang所說:“在Materialise公司,我們注意到需要更精細的質量控制,我們的Inspector軟件可以處理加工過程照片來提高使用者對工藝的認知,從而判斷出哪些區域可能受翹曲影響。通過分析根本原因和檢測矢量,用戶可以判斷支撐是否缺乏,是什么導致變形。理解加工過程對下一次金屬3D打印的順利進行非常必要。”
6.其他問題
其他變形,比如膨脹或者球化,也可能出現在金屬3D打印過程中。膨脹發生于熔化的金屬超出了粉末的高度。類似地,球化為金屬凝固成球形而不是平層。這和熔池的表面張力有關,它可以通過控制熔池的長度-直徑比小于1-2來減弱。
暴露在氧氣或者潮濕環境中可能會導致合金的成分發生變化。比如,隨著Ti-6Al-4V鈦合金中氧元素增加,鋁元素含量可能會降低。在粉末重復使用時,這一現象尤為常見。重復使用會導致粉末球形度降低,流動性降低。打印過程也可能導致合金的成分發生變化。合金是由多種金屬元素組成,打印時低熔點元素可能會蒸發。對Ti-6Al-4V這種常用航空鈦合金,Ti比Al元素有更高的熔點,在打印過程中這種材料的成分可能會改變。
目前,金屬3打印王國的邊界仍有待開拓,未來五年將會發生重大變化。下一代制造中心的一項預測是,在五年內行業將普遍具有有效消除產品孔隙的能力。到那個時候,不僅企業自身能利用獲得的金屬3D打印知識,整個行業也會向前發展。

Copyright ? 2014-2020 精速三維 All Rights Reserved 備案號:粵ICP備18153175號-1